Xinchang Lanxiang Machinery Co., Ltd. tərəfindən istehsal olunan bir addımlı saxta bükmə 90% -dən çox bazar payı ilə bazar tərəfindən tanınıb. Bu avadanlıq FDY polyester filamentinin yalançı bükülməsinin (əvvəlcədən büzülməsi) ikiqat bükülməsinin bir addımlı işlənməsi üçün tətbiq edilir və istehsal olunan krep polyester imitasiya ipək parçanın arğacı kimi istifadə olunur.

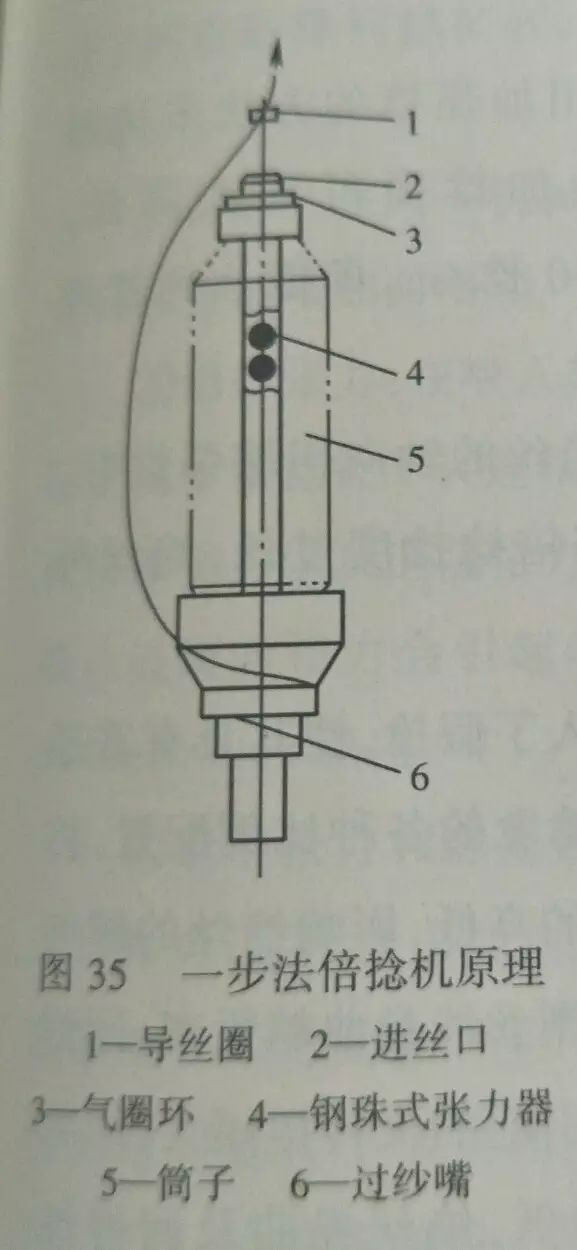
Bir pilləli yalançı bükmə maşınının saxta bükmə prinsipi yalançı burulma qurğusundan istifadə etməklə həyata keçirilir. İkiqat büküldükdən sonra, filament maqnit rotor tipli yalançı twisterə daxil olur. Saxta bükmə yaqut dərəcəli yüksək aşınmaya davamlı materialdan hazırlanmış üfüqi sancaqla təchiz edilmişdir. Filament bir və ya iki növbə üçün üfüqi sancağın ətrafına sarılır və sonra yalançı bükümdən çıxır, daha sonra rulon tərəfindən çıxarılır və forma sarılır (şəkil).

Tel çubuq üfüqi sancağa sarıldığı üçün, rotor fırlandıqda, tel çubuğu birlikdə döndərmək üçün hərəkətə gətirir, beləliklə tel çubuq geri bükülə bilər. Sərhəd olaraq tutma nöqtəsi (rotorun üfüqi sancağı) ilə telin yuxarı və aşağı seqmentləri müvafiq olaraq müxtəlif istiqamətlərdə müsbət və mənfi bükülmə əldə edə bilər. Eyni zamanda, tel çubuq sabit sürətlə hərəkət edir, beləliklə tutma nöqtəsinin arxasındakı sahənin burulma dəyəri sıfırdır. Buna görə də, bütün filament üçün, yalançı bükmənin fırlanması səbəbindən filamentə tətbiq edilən son bükülmə sıfırdır, buna görə də yalançı bükülmə adlanır.
Yalan bükmənin funksiyası üfüqi sancaqdan əvvəl iplik seqmentinə yalançı bükmə əlavə etmək və onu deformasiya etmək üçün isti qutuda qızdırmaqdır. Soyuduqdan sonra onu üfüqi pin vasitəsilə aça bilər, filamentə müəyyən dərəcədə həcmlilik, elastiklik və miqyaslılıq verir.
Yanlış bükülmüş filament istilik müalicəsindən keçməlidir. Isıtma sahəsinə daxil olan filament həm ikiqat bükülmə, həm də yalançı bükülmə var. Qızdırıcının funksiyası filamanı ikiqat bükülmə üçün təyin etmək və sapı yalançı bükülmə üçün denatürasiya etməkdir. Büküldükdən sonra filament qıvrım effekti verəcəkdir. Eyni zamanda, filament aşağı gərginlik altında qızdırılır və filamanın əvvəlcədən büzülməsi və istilik büzülməsini azaltmaq üçün termal denatürasiya edilir, bu da krep effektinin görünüşünə şərait yaradır. Qızdırıcının ümumi temperaturu 180 ~ 220 ℃-dir. Proses tələblərinə uyğun olaraq təyin edilə bilər. Qızdırıcının sabit temperatur vəziyyəti telin vahid istilik müalicəsini təmin etməlidir. Bükmə mili və yalançı döngə həm son dərəcə yüksək sürətlə fırlanır, həm də şarın gərginliyi böyükdür və müəyyən bir gərginlik dalğalanması var.
Bir pilləli ikiqat fırlanan mil və yalançı döngə müstəqil dişli həddən artıq qidalandırıcı rulonlarla təchiz edilmişdir. Həddindən artıq qidalanan diyircəyin ən böyük xüsusiyyətlərindən biri onun ipək sapla tutuşunun mənfi olmasıdır ki, bu da çarxın səthindəki ipək sapın ətraf bucağı, ipək sapın hər iki ucundakı gərginlik və ipək sapla həddindən artıq qidalanan rulon materialı arasındakı sürtünmə əmsalı ilə dəyişir.
Göndərmə vaxtı: 04 fevral 2023-cü il